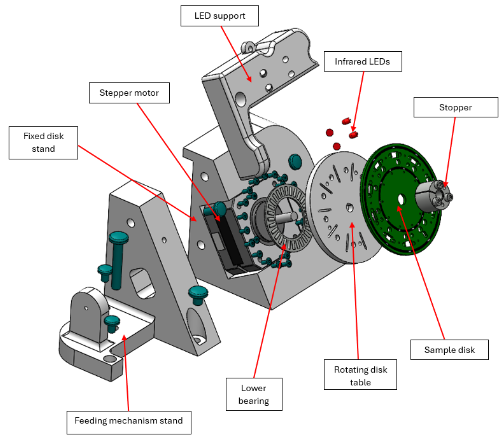
The sample disk is placed on a rotating table at a 60° inclination relative to the horizontal plane and fastened to it using five M2 screws. The sample disk and table are rotated by a stepper motor that fastened to the fixed disk stand with screws. The sample disk assembly is constrained by an axial bearing on its lower side and by a mechanical stopper placed on the end of the motor shaft on the upper side. The coupling between the stepper and the PCB table is assured by a slit in the motor’s shaft.
The sample disk’s rotation is halted by a phototransistor which receives an optical signal from an infrared LED light. There are two pairs of LEDs and phototransistors, placed on their own support at a 45° angle. The sample disk is provided with a white reflective surface, which enables the optical signal to be received by the phototransistor. Having two LED-phototransistor pairs allow the transmission of a total of four signals. The first signal in our experiment will be transmitted when a sample reaches the position of soldering, the second will be the end signal to our experiment and the third will coordinate the cleaning of the soldering iron between every 2 samples.
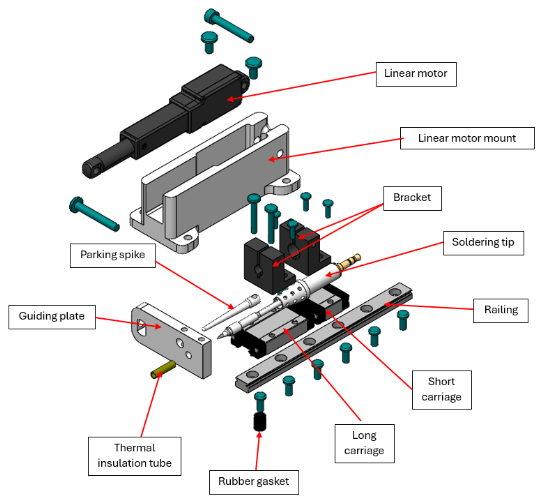
The soldering iron is mounted on a railing in a horizontal position, at a 30° angle with the sample disk, which is an adequate configuration for the formation of high-quality through- hole solder joints. The soldering iron is fixed on two carriages. The small carriage supports the rear end and it is fastened to the soldering iron using brackets. The big carriage supports the front end of the soldering iron and the guiding plate. The guiding plate is a plane that is securely affixed to both the big carriage and the linear motor. This configuration ensures that when the linear motor initiates translational movement, it pushes the guiding plate, consequently propelling the soldering iron in tandem until it is in contact with the sample disk. The soldering iron’s front end reaches a temperature of 100-200°C, thus it is thermally insulated in the contact point with the guiding plate using a silicone insulating tube. This insulation is preferred to avoid the conduction of heat through the guiding plate and to the linear motor and railing.
When the soldering tip reaches the sample disk, the big carriage encounters a mechanical stop: a rubber gasket fastened to the railing with a screw. Then, the gasket undergoes elastic compression, facilitating the application of adequate pressure from the soldering tip onto the sample joint.
Regarding the cleaning of the soldering iron, the sample disk assembly will be equipped with cleaning spots between the samples in order to have qualitative solder joints without excess solder. A rotative brush was initially considered in order to perform the cleaning but there existed a risk of having small metal drops that would fall in the experiment, potentially becoming a danger to our experiment during the rocket descent. Hence the solution employed was using a solder wick: a copper band which absorbs the excess solder upon touching the soldering iron tip. For the integration of this cleaning mechanism, we will make holes in the sample PCB disk in which we’ll place the copper band and secure it with fasteners on the side. As this material is prone to heating at fast rates, and the sample disk table is made out of aluminium, we chose to add a layer of one millimetre thick thermo isolant Mica to prevent heat transfer towards the stepper motor. During launch the stepper motor is going to be powered but motionless, in order to block the mechanism. Additionally, to secure the soldering mechanism during periods of inactivity, the fixing support incorporates a designated "parking" slot, where the guiding spike will be inserted before the start of the experiment and after the end of the experiment. The position of the “parking slot” will be signalled by the second optical sensor. This way, when the soldering iron is in a parked position, the sample disk mechanism is also locked in place.
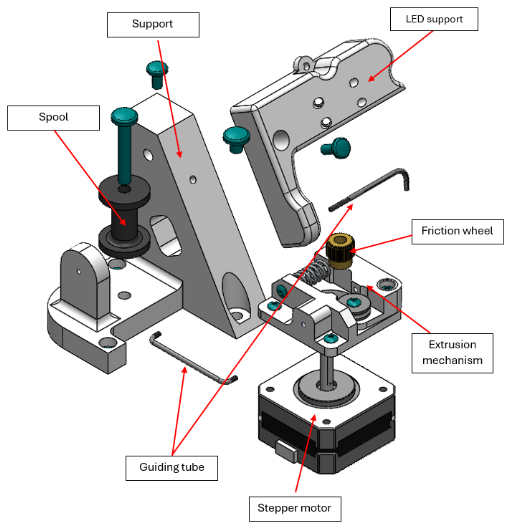
The feeding mechanism is similar to the extruder of a 3D printer and comprises two wheels, one which is rotated by a stepper motor, 2 guiding tubes and a spool for the soldering iron. The spool was designed immobile since the soldering wire is not longer than 20 cm. The soldering wire is winded on the spool, threaded through the feeding tube and pushed forwards by the adjustable feeding gears. The first gear is directly situated on the motor shaft, the second one is screwed down on the feeding gears support. A rigid spring is used to adjust the feeding gears, in order to reach the needed friction for an efficient movement of the soldering wire through the feeding mechanism. At this moment, the passing of the soldering wire through basic 3D printer gears seems possible, although further testing is needed. A backup plan is prepared, using gears with sharp teeth to compensate for the material’s malleability. The guiding tubes will be threaded and fixed on the support in order to efficiently block their movement. The tube will also have a groove through which the position of the soldering wire in the tube can be monitored.
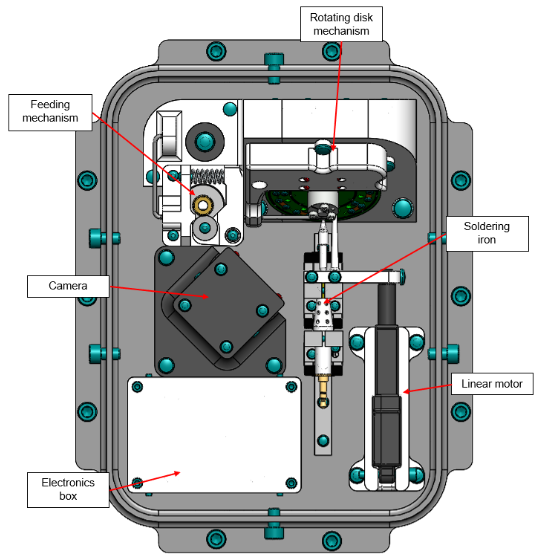
The experiment will be conducted within the vacuum environment of the REXUS rocket. This condition will be maintained by encasing the experiment in a custom aluminum enclosure, with a drilled opening to equalize pressures and allow for the passage of D- SUB15 cables. The enclosure consists of a thick baseplate, where all the mechanisms of the experiment are fastened using bolts, and a lid whose role is the protection of the experiment. A layer of Mica is added between the enclosure and the baseplate to ensure that the experiment does not overheat through conduction.